Parte 4 Rimozione del modello in cera, colata e operazioni di finitura
- RIMOZIONE DEL MODELLO IN CERA
Per evacuare il modello in cera dal guscio il grappolo viene riscaldato molto rapidamente mediante un sistema ad autoclave (vedi fig. 10) ad alta temperatura al fine di evitare che l’espansione termica della cera, decisamente superiore a quella del guscio refrattario, possa criccare o addirittura rompere il guscio stesso. In questo modo la superficie del modello in cera a contatto col guscio, liquefa prima del resto del grappolo, uscendo dal guscio e lasciando spazio alla restante parte del modello, che riesce così ad espandersi senza problemi.
Durante la fase di evacuazione la cera liquefatta viene raccolta e mediante un sistema automatizzato (vedi fig. 11) viene in parte riciclata per essere riutilizzata.
- COLATA
Una volta rimosso il modello in cera (vedi fig. 12), il guscio viene cotto per eliminare umidità e residui di cera, sinterizzare la ceramica e per pre-riscaldare lo stampo (vedi fig. 13) alla temperatura adatta per la colata.
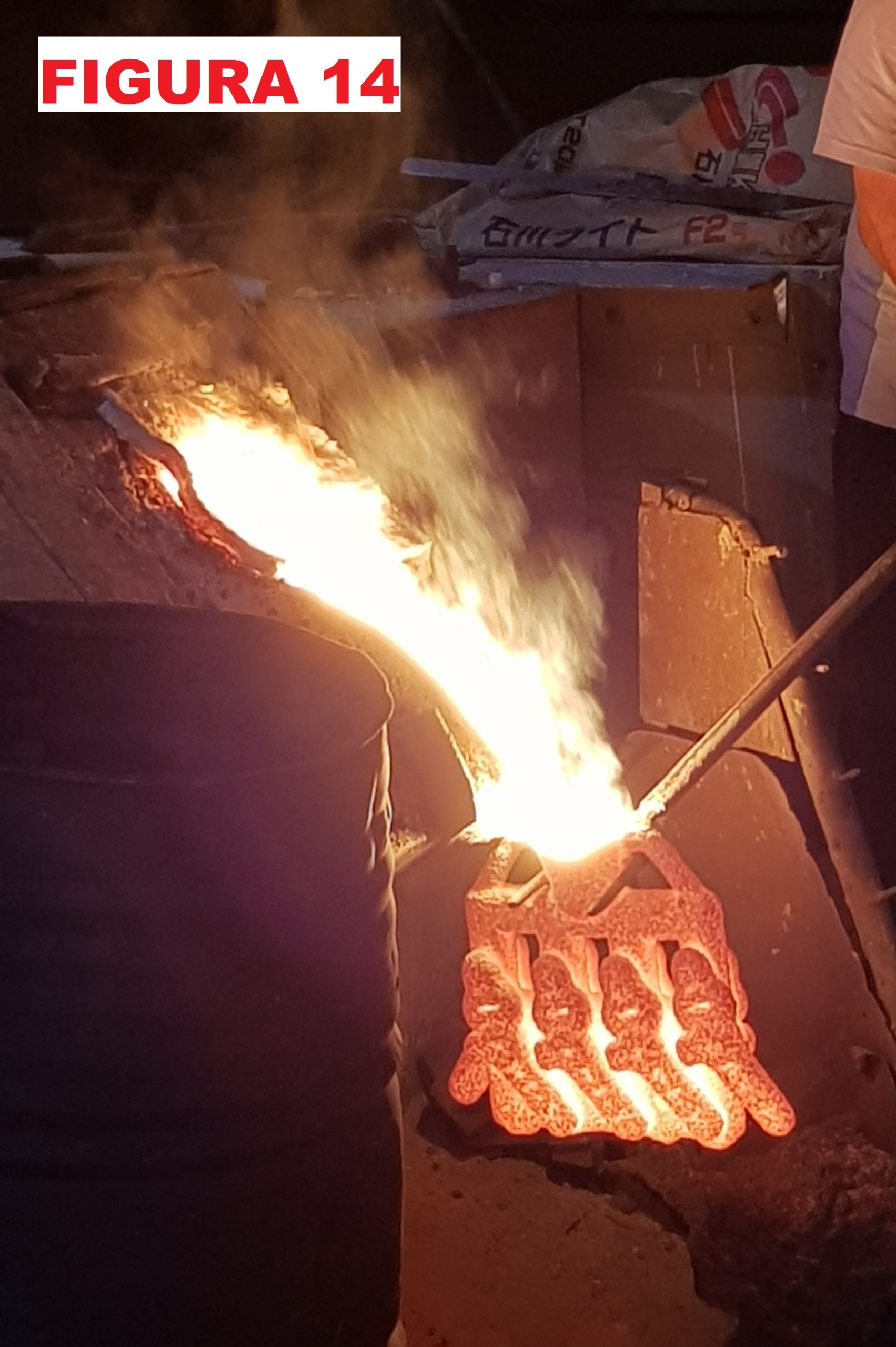
Spesso tutti questi obiettivi vengono conseguiti in un’unica operazione, altre volte il pre-riscaldo è eseguito in un secondo tempo. Quest’ultimo metodo consente di raffreddare il guscio, controllarne l’integrità e se necessario, ripararlo prima della colata. La cottura è effettuata a una temperatura che dipende dalla temperatura di sinterizzazione dei componenti del guscio; le temperature di preriscaldo variano invece a seconda della geometria, dell’impronta e del tipo di lega da colare. Terminato il pre-riscaldo, il guscio è pronto per la colata della lega metallica (vedi fig. 14). Solitamente la colata avviene senza l’utilizzo di tecniche particolari (come ad esempio il vuoto), per le comuni leghe di alluminio, magnesio, rame, oro, argento, platino, acciai, leghe di cobalto o di nickel che non contengono elementi reattivi. La colata sottovuoto viene invece impiegata per produrre getti con leghe particolarmente reattive ai gas contenuti nell’aria, oppure ogni qual volta le esigenze del processo lo rendano necessario.
- OPERAZIONI DI FINITURA
Le operazioni di finitura, che spesso costituiscono una porzione consistente (40-55%) dei costi di produzione, consistono in rimozione del guscio (distaffatura), taglio dal tronco/canale di colata, rimozione di eventuali anime, sbavatura, sabbiatura finale ed eventuali ulteriori operazioni quali: trattamenti termici, raddrizzatura, lavorazioni meccaniche (foratura, tornitura, fresatura ecc), trattamenti superficiali ecc.
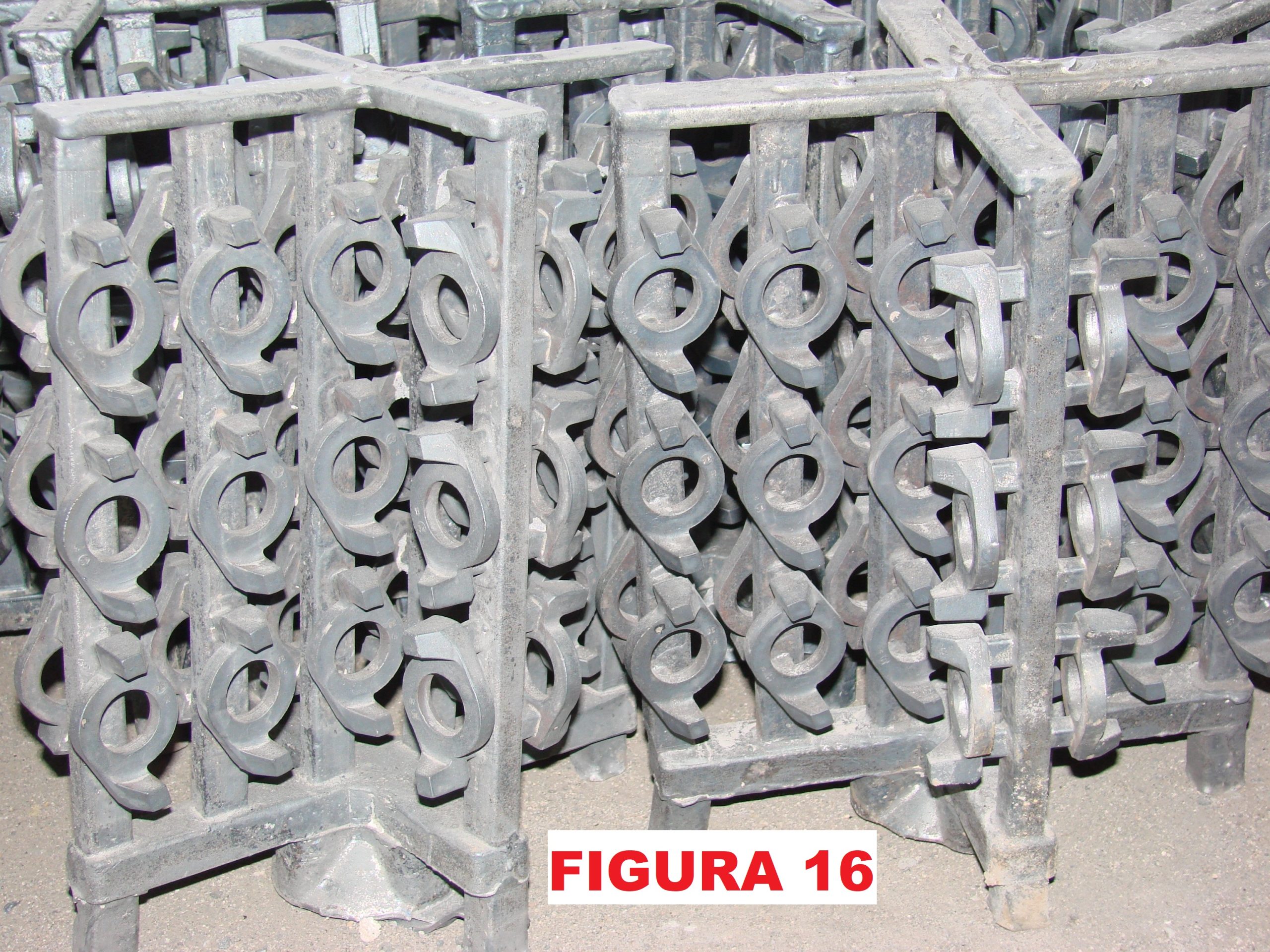
Durante il raffreddamento il materiale del guscio può scheggiarsi, tuttavia buona parte di esso resta sul getto e pertanto, deve essere rimosso o con appositi sistemi vibranti. Talvolta parte dei primi strati di rivestimento restano aderenti al getto e vengono eliminati solo attraverso sabbiatura (vedi fig. 16).
Una volta che il grappolo è stato pulito, si procede al distacco dei vari getti dal tronco/canale di colata ed all’eliminazione delle anime mediante lavaggio ad alta pressione, sabbiatura oppure, se la geometria non lo consente, per dissoluzione in bagni caustici. I residui dei canali di colata sul componente, a seguito del distacco del grappolo, devono essere eliminati attraverso molatura, con nastri o mole abrasive oppure mediante lavorazione meccanica.
Sui pezzi grezzi possono poi essere eseguite le ulteriori operazioni di finitura di cui sopra e i successivi controlli. Seguono quindi eventuali lavorazioni meccaniche (es.: foratura, fresatura, filettatura, alesatura, tornitura, ecc.), finiture superficiali (zincatura, brunitura, verniciatura, satinatura, lucidatura, elettro-lucidatura, rivestimenti anticorrosivi, anodizzazione, decapaggio, placcatura, passivazione, impregnazione, ecc.) ed infine l’assemblaggio.
VEDI GLI ALTRI CAPITOLI DELLE SEZIONI DEL BLOG RELATIVI ALLA FUSIONE A CERA PERSA:
- PARTE 1 INTRODUZIONE E PROCESSO (clicca qua!)
- PARTE 2 IL MODELLO IN CERA (clicca qua!)
- PARTE 3 IL GUSCIO CERAMICO E LE ANIME (clicca qua!)
- PARTE 4 RIMOZIONE DEL PROCESSO IN CERA E FINITURA (clicca qua!)
- PARTE 5 VANTAGGI DEL PROCESSO E CONTROLLI (Clicca qua!)
Per qualsiasi ulteriore informazione e ricevere assistenza dal nostro ufficio dedicato alla fusione a cera persa clicca qua e contattaci!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}