Parte 2 – Il modello in cera
- IL MODELLO IN CERA
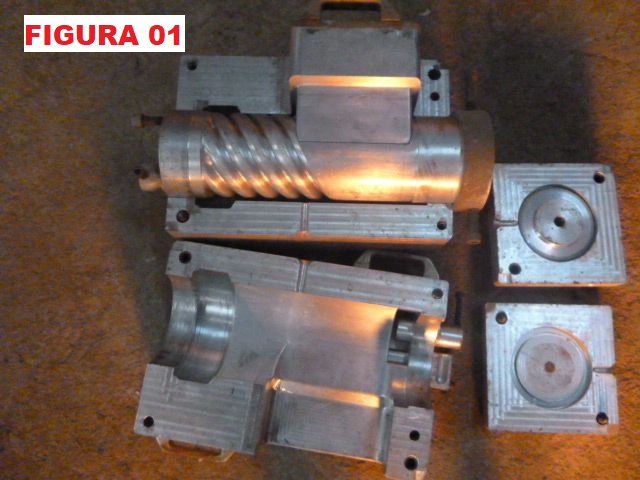
Le miscele di cera (cere di paraffina, microcristalline, polietileniche, ozocerite, cera d’api, ecc. solitamente modificate addizionando materiali come resine, antiossidanti, plastiche, ecc. al fine di migliorarne le proprietà) vengono iniettate a temperatura e pressione relativamente basse, all’interno di appositi stampi scomponibili, che conferiscono loro la forma desiderata (vedi fig. 01).
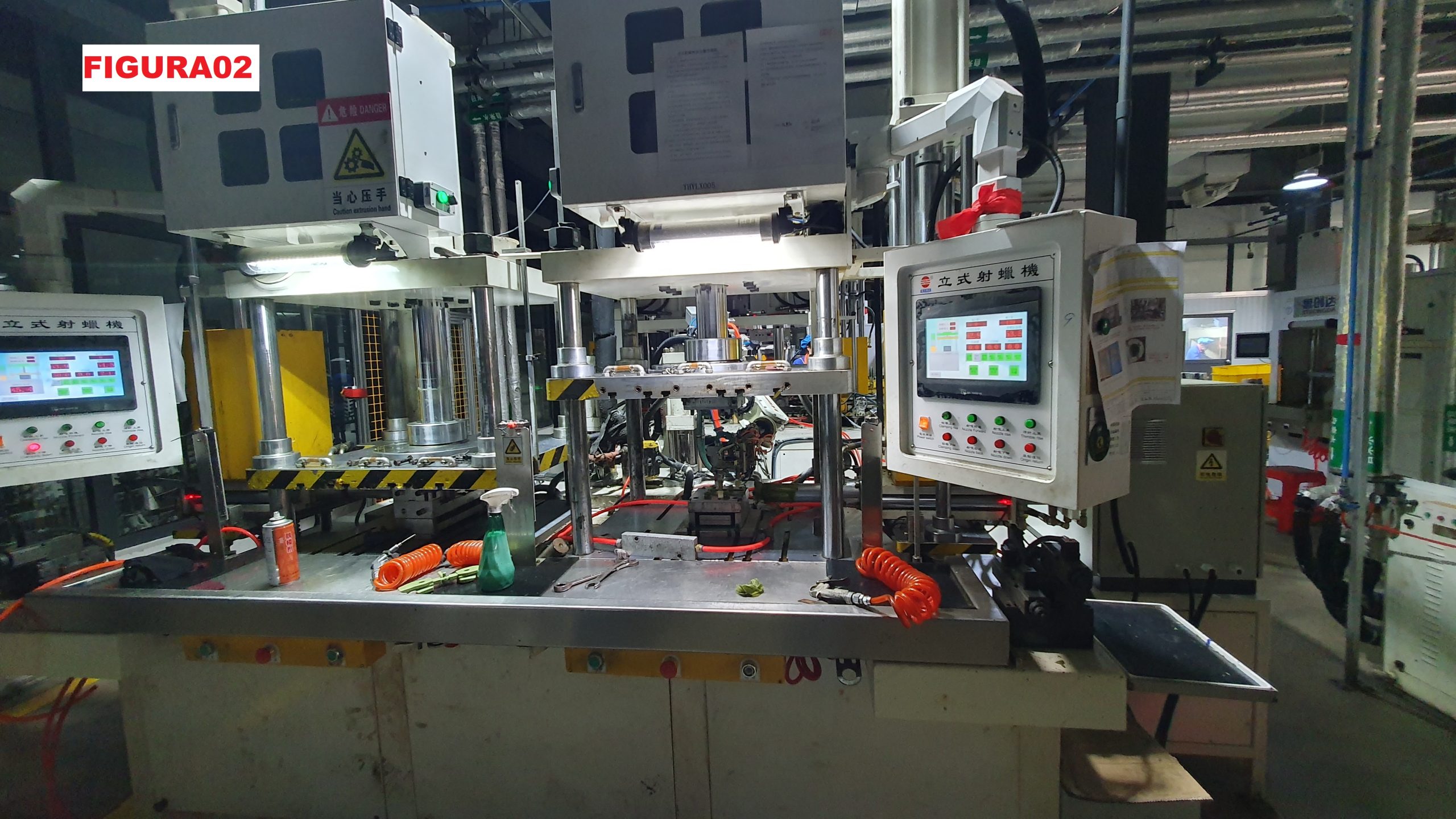
La cera può essere iniettata allo stato liquido, semi-liquido, pastoso o solido (estrusione) regolando temperatura e pressione in funzione della tipologia di cera utilizzata (vedi fig. 02). Le cere liquide sono iniettate alle temperature più elevate ed alle pressioni più basse, al contrario di quelle solide.
Generalmente componenti di grosse dimensioni vengono prodotti singolarmente, mentre quelli di dimensioni medio piccole, vengono realizzati anche in più figure nello stesso stampo (vedi fig. 03), in modo da ottimizzarne la produttività.
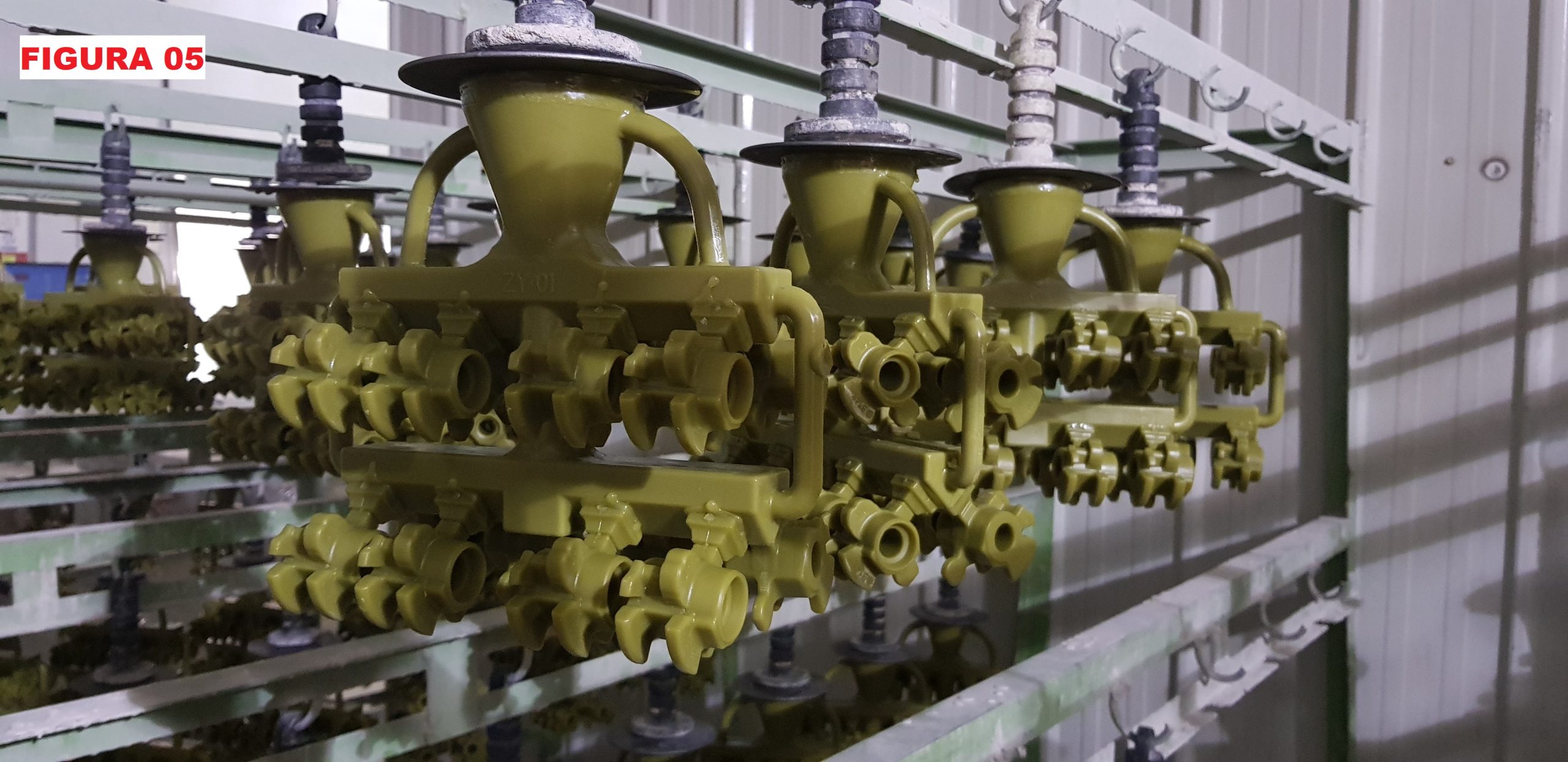
Alcuni modelli vengono iniettati in uno stampo che conferisce loro già la forma finale, compresi i sistemi di colata; tuttavia per realizzare fusioni con geometrie molto complesse, a volte le cere sono prodotte in segmenti più semplici e combinate successivamente per ottenere il modello del pezzo finale. Il sistema di colata ovvero: colate, canali di colata e colatoio, nella maggior parte dei casi viene prodotto separatamente. L’assemblaggio è fatto per lo più manualmente, mediante saldatura in cera delle varie parti. La cera, all’interfaccia fra i due o più componenti da saldare, viene rapidamente sciolta per permettere l’accoppiamento dei diversi componenti che formeranno il pezzo completo in cera. Il design del grappolo è una delle variabili fondamentali del processo, che influisce in modo significativo sulla qualità del prodotto finito (vedi fig. 04 e fig. 05).
Pertanto, quando si progetta un grappolo, è necessario tenere in considerazione molti fattori, fra i quali:
- la facilità di assemblaggio e formatura;
- il numero di pezzi prodotti in un’unica colata;
- la possibilità di evacuare completamente la cera dal guscio;
- la corretta alimentazione dei pezzi;
- il rapporto fra metallo colato e getti finiti;
- la facilità di rimozione del guscio ceramico dopo colata;
- la possibilità di separare i componenti del grappolo;
- il limite massimo di capacità degli impianti e altri fattori.
Uno degli aspetti più critici nella progettazione dei grappoli è il corretto dimensionamento dei canali e degli attacchi di colata, che devono essere tali da garantire un regolare riempimento e una solidificazione progressiva verso la materozza. Talvolta vengono utilizzate delle materozze separate per ciascun getto, nella maggior parte dei casi però, il sistema di colata funge anche da materozza per tutto il grappolo, soprattutto quando questo è costituito da un numero elevato di componenti.
VEDI GLI ALTRI CAPITOLI DELLE SEZIONI DEL BLOG RELATIVI ALLA FUSIONE A CERA PERSA:
- PARTE 1 INTRODUZIONE E PROCESSO (clicca qua!)
- PARTE 2 IL MODELLO IN CERA (clicca qua!)
- PARTE 3 IL GUSCIO CERAMICO E LE ANIME (clicca qua!)
- PARTE 4 RIMOZIONE DEL PROCESSO IN CERA E FINITURA (clicca qua!)
- PARTE 5 VANTAGGI DEL PROCESSO E CONTROLLI (Clicca qua!)
Per qualsiasi ulteriore informazione e ricevere assistenza dal nostro ufficio dedicato alla fusione a cera persa clicca qua e contattaci!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}